(Automatisierte) Produktionsprozesse
Strategien moderner Produktion: Steuerungs- und Logistikansätze
Ausgangssituation für Produktionsunternehmen
Flexibilität
Traditionelle Märkte, z.B. Maschinenbau, Automobil-Industrie, Schiffbau, Elektronik, etc., zeigen Sättigungserscheinungen
–> Überkapazitäten, Käufermärkte, kurzfristig disponierende Märkte, hohe Flexibilitätsanforderungen
Varianten
Märkte werden stark segmentiert, Produkte werden maximal auf den Kunden zugeschnitten
–> Hohe Variantenvielfalt und damit Komplexität in Fertigung und Montage, Losgröße 1 auch in der Serienfertigung
Supply Chain
Globaler Wettbewerb und internationale Arbeitsteilung nehmen auch im Mittelstand zu
–> Produktqualität und Know-how über Prozesse gleichen sich an, internationale interne und externe Zuliefernetze, starker Wettbewerbsdruck
Zeit
Kurze Produktlebenszyklen, z.B. durch permanente Innovationen in der Mikroelektronik
–> Durchlaufzeit und Lieferzeiten sind strategischer Wettbewerbsfaktor
Organisation
Qualifizierte Mitarbeiter stellen hohe Ansprüche an die Arbeit bzgl. Selbstbestimmung, unternehmerischen Handeln, etc.
–> Dezentrale Einheiten in der Produktion, flache Hierarchien, Qualitätszirkel, kontinuierliche Verbesserung
Informationstechnik
Echtzeit-IT in der Produktion von der Maschinen- steuerung bis zum ERP-System, gleichzeitig neue Softwaretechnologien
–> Ansätze der verteilten, dezentralen Intelligenz werden sich durchsetzen
Allgemeine Beschreibung von Produktions- und Steuerungsstrategien
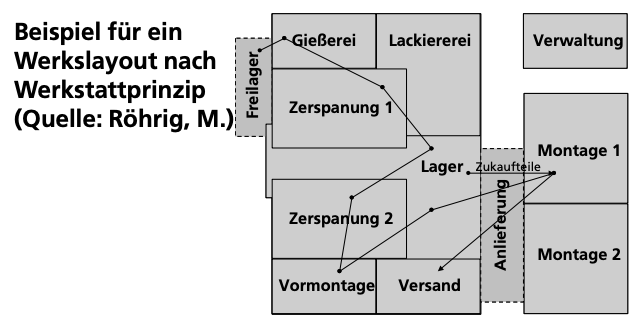
Werkstattfertigung
Charakteristische Kennzeichen:
- Gleiche Betriebsmittel sind in Werkstätten zusammengefasst. Dadurch entsteht bei mehrstufigen Produkten ein unübersichtlicher Materialfluß.
- Zeitlicher Ablauf der Fertigung an Lose gebunden; erst wenn das letzte Werkstücke eines Loses bearbeitet ist, werden alle Teile des Loses zur nächsten Verrichtung transportiert.
Bsp:
IOSB-Kompass:
| Flexibilität | ungeeignet |
| Varianten | ungeeignet |
| Supply Chain | neutral |
| Zeit | ungeeignet |
| Organisation | ungeeignet |
| Informationstechnik | geeignet |
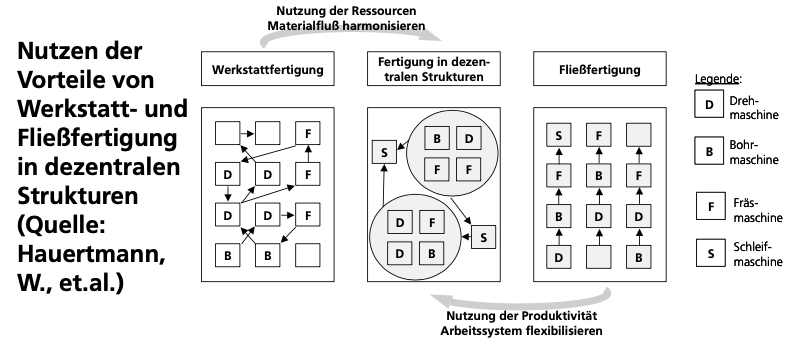
Fertigung in dezentralen Strukturen
Charakteristische Kennzeichen:
- In dezentralen Strukturen erstellen die Mitarbeiter in Gruppen-arbeit Produktteile oder Endprodukte möglichst komplett. Mitarbeiter übernehmen dispositive und steuernde Aufgaben.
- In dezentralen Strukturen werden gleiche oder ähnliche Produkte hergestellt; Voraussetzung: Teilefamilien bilden!
Bsp:
IOSB-Kompass:
| Flexibilität | geeignet |
| Varianten | geeignet |
| Supply Chain | neutral |
| Zeit | geeignet |
| Organisation | geeignet |
| Informationstechnik | geeignet |
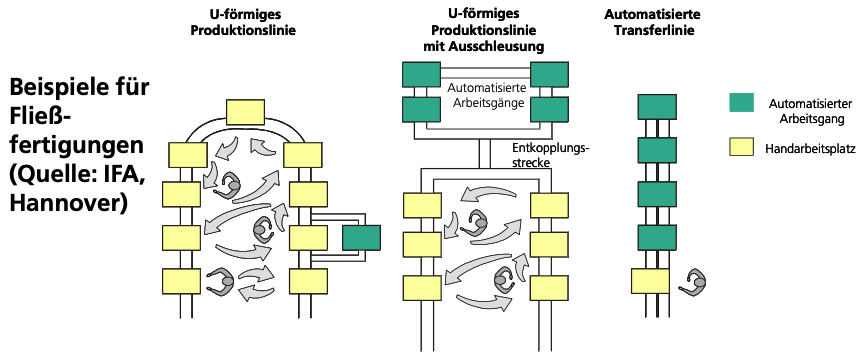
Linien-/Fließfertigung (automatisiert / manuell)
Charakteristische Kennzeichen:
- Anordnung der Maschinen und Arbeitsgänge entsprechend der Bearbeitungsreihenfolge.
- Große Stückzahlen und meist spezialisierte Anlagen, Arbeitsfolge oft getaktet
Bsp:
IOSB-Kompass:
| Flexibilität | ungeeignet |
| Varianten | ungeeignet |
| Supply Chain | neutral |
| Zeit | geeignet |
| Organisation | neutral |
| Informationstechnik | geeignet |
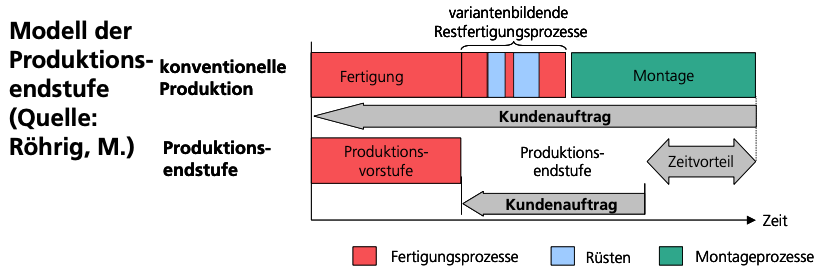
NEU: Produktions-endstufe
Charakteristische Kennzeichen:
- Produktion aufgeteilt in variantenneutrale und variantenbildende Verrichtungen.
- In der ‚Produktionsvorstufe‘ werden variantenneutrale Teile und Baugruppen gefertigt; in der Produktionsendstufe variantenreiche Produktfamilien montiert einschließlich eines Anteils an ‚Restfertigung‘, die Varianten erzeugt.
Bsp:
IOSB-Kompass:
| Flexibilität | geeignet |
| Varianten | geeignet |
| Supply Chain | geeignet |
| Zeit | geeignet |
| Organisation | geeignet |
| Informationstechnik | geeignet |
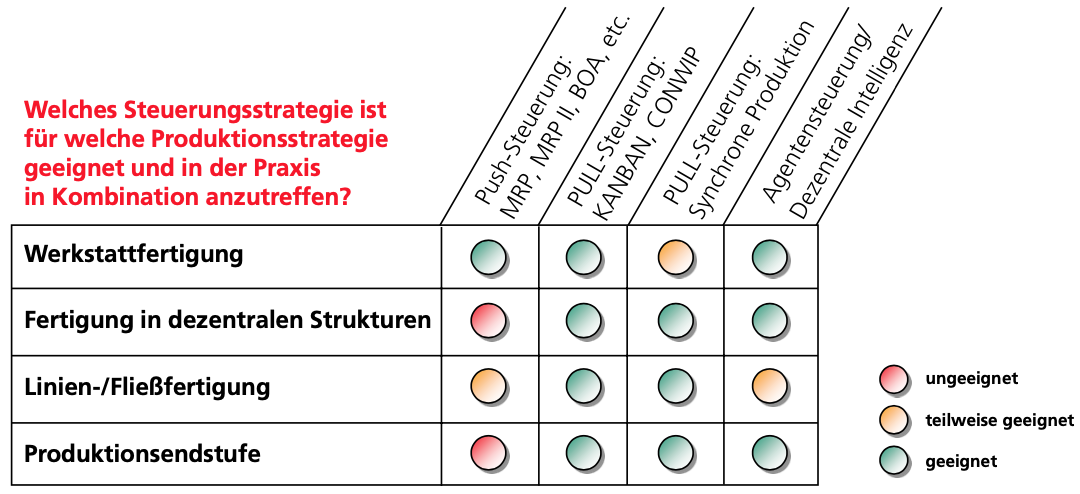
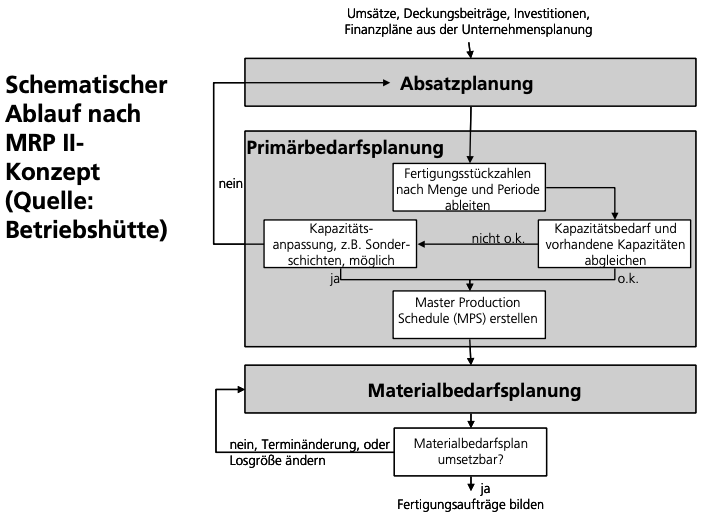
Push-Steuerung: MRP, MRP II, Belastungs- orientierte Auftrags- freiggabe (BOA), Fortschrittszahlen, etc.
Charakteristische Kennzeichen:
- Produktionsplanung und Steuerung läuft zentral und meist batchorientiert ab, d.h. kurzfristige Reaktionen auf Änderungen in der Fertigung sind kaum möglich
- Zentrale Freigabe von Fertigungsaufträgen entsprechend des gewählten Terminierungsprinzips
Bsp:
IOSB-Kompass:
| Flexibilität | ungeeignet |
| Varianten | ungeeignet |
| Supply Chain | geeignet |
| Zeit | ungeeignet |
| Organisation | ungeeignet |
| Informationstechnik | ungeeignet |
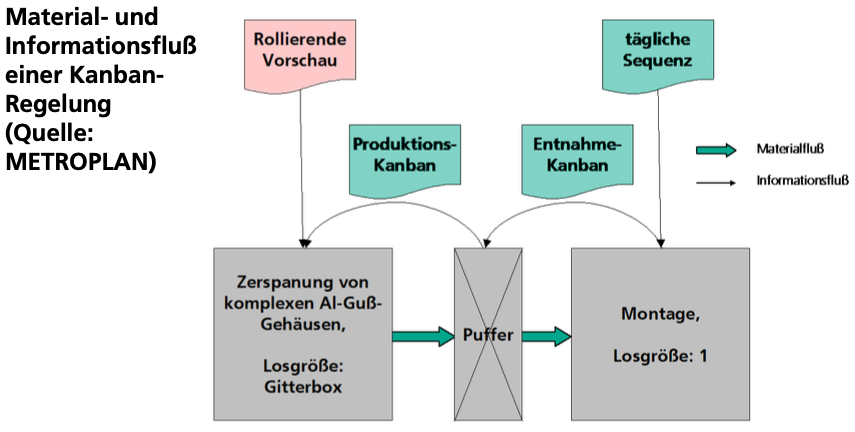
Pull-Steuerung: KANBAN, CONWIP
Charakteristische Kennzeichen:
- Gefertigt wird nur, wenn ein echter Kundenbedarf vorliegt (Prinzip Supermarkt). Losgrößen werden auf Tageslose heruntergebrochen.
- Produzierende Stelle erhält Signal, welche Teile in welcher Menge zu welchem Zeitpunkt bei der verbrauchenden Stelle benötigt werden; Signal wird durch KANBAN ausgelöst.
Bsp:
IOSB-Kompass:
| Flexibilität | neutral (Für schwankenden Teileverbrauch weniger geeignet) |
| Varianten | neutral |
| Supply Chain | geeignet |
| Zeit | geeignet |
| Organisation | geeignet |
| Informationstechnik | neutral (Ursprünglich ohne IT-Einsatz konzipiert) |
Pull-Steuerung: ‚Synchrone Produktion‘
Neue Produktionsphilosophie mit dem Ziel, Verschwendung weitgehend zu vermeiden;
Charakteristische Kennzeichen:
- ProduktionimKundentakt:dieidealeFertigungs-/Montagelinie fertigt im Takt des Kunden oder entsprechend der Kundenabrufe
- KontinuierlicherFluß(„one-pieceflow“):dieeinzelnenProzeßstufen sollen möglichst nahe zueinander liegen und synchronisiert sein
- PULL-System:istesnichtmöglich,einenkontinuierlichenFlußzu erzeugen, ist die effizienteste Möglichkeit ein PULL-System, um Prozeßstufen mit nachgelagerten Prozeßstufen zu verbinden
- SteuerungnureinereinzigenProzeßstufeindergesamten Prozeßkette: der ‚Schrittmacherprozeß‘ ist der Prozeß, der direkt vom Kunden gesteuert wird
- Konstanter PULL kleiner Einheiten: eher Kleinladungsträgerstatt Gitterboxen verwenden, Reichweiten auf sinnvolle Größen reduzieren, kontinuierliche Versorgung über Routenverkehr
IOSB-Kompass:
| Flexibilität | geeignet |
| Varianten | geeignet |
| Supply Chain | geeignet |
| Zeit | geeignet |
| Organisation | geeignet |
| Informationstechnik | geeignet |
Agentensteuerung / Dezentrale Intelligenz / Schwarmverhalten
Charakteristische Kennzeichen:
- Übergeordnete IT-Systeme ermitteln Ecktermine auf Basis der Kundentermine. Nach diesen Vorgaben handeln Werkstücke, Anlagen und Transportsysteme den Arbeitsablauf dezentral und selbständig aus. Dabei berücksichtigen sie den aktuellen Status der Produktion, z.B. aktuell zu bearbeitende Werk-stücke, Engpässe, Anlagenstörungen, Wartungsarbeiten, etc.
IOSB-Kompass:
| Flexibilität | geeignet |
| Varianten | geeignet |
| Supply Chain | geeignet |
| Zeit | geeignet |
| Organisation | geeignet |
| Informationstechnik | geeignet |
Zusammenhang zwischen Produktions- und Steuerungsstrategien